我公司生产的设备与提供的工艺与众不同的特点:
1.根据客户要求可设计成加热体电动开合,筒体电动换工位,控制柜增设更多使用新功能(进入工艺温度自动计时,工艺时间到自动停止加热并报警,保温时间到自动开加热体并报警,冷却时间到自动停止滚筒转动并报警,滚筒转速可根据工艺要求任意设置,每种功能均可手控或自控操作。
2.装料筒体根据客户工件情况可设计成可做成圆形,四方形,六方形,八方形由客户自己选择。选材留充分余量,装料筒体钢板为(厚16-30mm)16MnR专用锅炉钢加工,屈服强度高,使用寿命长,圆形炉体采用宽齿轮传动,齿轮固定在齿轮套上,齿轮套焊在滚筒上;四方形,六方形,八方形采用双链条传动。严格按渗锌、多元合金共渗工艺要求设计,按压力容器工艺组织生产,确保使用安全,装卸料方便。
3.我公司渗锌炉电气控制系统采用日本岛电公司PID温度控制调节器,操作简单,基本功能完善,具有自由输入,显示精度为0.3级,手动功能,调节输出限幅。重要的是采用了岛电专家PID标法,其中包括了SF超调或欠调,驱动部分采用德国欧克斯连续调功模,无触点,无火花,耐振动,长寿命,具有双列数字显示,按照说明书一次设定工作温度,由PID调节自动整定,智能控温、控制精度高,获得最佳温控点,达到恒温无波动干扰,真正实现了操作自动化。控制柜设计配置容量大,但使用功率可大可小,由进口仪表根据设定自动调节,且元器件工作寿命长,节约能源、降低消耗。触发方式采用过零触发,对电网没冲击,使整个系统稳定可靠。
4.同种规格装炉量大。我公司生产SX45(加大型)渗锌炉,渗T钢装炉量可达12吨以上,设备照常正常运行。
5.加热体采用不锈钢反射板结构,保温材料采用优质耐高温纤维板(毡),由不锈钢耐热铆固件固定,结构美观,能量利用率高,能耗大大降低,确保装炉量很大时,升温时间一小时至一个半小时左右,热源采用镍铬高温合金丝,设计表面负荷率低,使用寿命大大延长,采有多区加温,降低炉丝电感效应无功损耗,提高电效率;多点控温,保证炉内温度均匀,从而保证渗层均匀型;固定瓷管采有优质瓷管,并采用加厚不锈钢支架多点支撑,彻底解决因热胀冷缩瓷管易断问题。
6.我公司设备圆炉体配有真空系统(真空泵、过滤器等),滚筒密封好,在工件渗镀过程大大减少锌粉、工件的氧化;方炉体组焊后经高频振动时效,大型退火炉调质消除内应力后,上重型龙门刨铣床加工端面、铣密封槽,解决密封问题,同时采用我公司新研制强挥发催渗活化剂,在工件渗镀过程形成保护气体,活化锌粉和工件同时,大大减少锌粉、工件的氧化。出炉渗件渗层质量更好。
7.可提供全方位现场技术服务、成熟的工艺支持[渗各种渗件工艺配方:根据工件品种防粘剂(每炉90kg-300kg-800kg)及锌粉(每吨5kg-45kg)添加加量,温度的设置,时间的长短,放气工艺技巧等]。全面的安全操作规程、系统的专业知识培训及其他增值服务,免费安装调试出合格产品,并交会客户渗合格产品,使您的投资风险及运营成本大大降低。
8.供应高科技新型催渗剂,使同种表面积渗件,用锌粉量更少,使渗锌、多元合金共渗运营成本大大降低。
9.供应高科技新型高耐磨防粘接剂,该炉料更耐磨、流动性更强、粉尘极小,出炉装炉时飞尘极少,更环保。可重复使用炉次多。
10.上万次科学试验得出的试验数据,几十位资深专家十几年潜心研究,三百多家客户实践验证并归纳总结,经去粗取精,去伪存真提炼出的工艺技术资料及成熟团队技术支持,保证指导你少走弯路,很快熟悉掌握工艺,设备一上马即出合格产品.
真空渗锌、多元合金共渗炉规格型号说明
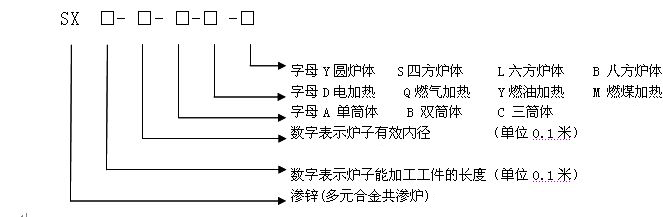
本公司可提供真空渗锌、多元合金共渗炉规格:
1.可加工工件的长度:(1---15 m)
2.炉子有效内径: (0.6--- 1 .5m)
3.炉体有圆形、四方形、六方形、八方形,热源有电加热、燃气加热、燃油加热、燃煤加热,也可燃低热值煤气或煤气发生炉烧原煤产生煤气作热源,自动化程度高,环保节能,也可根据客户渗件要求特殊设计,总有一款能满足您!
|

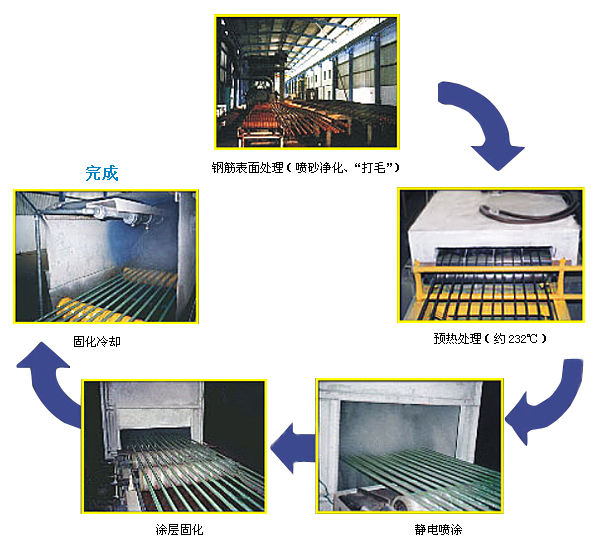











































 五、达克罗涂层的应用
五、达克罗涂层的应用




